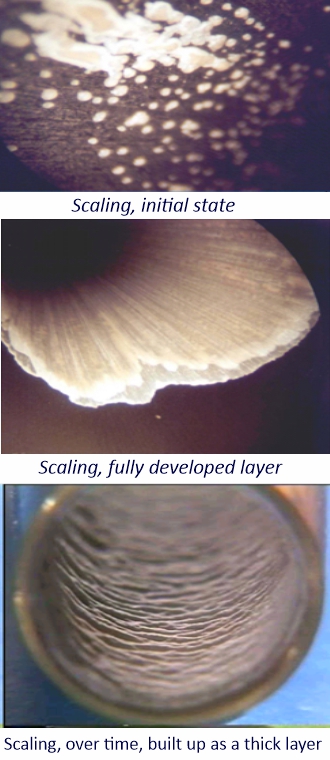
Scaling in heat exchangers occurs due to the precipitation of minerals from a fluid being heated or cooled. These minerals, dissolved in the fluid, can come out of the solution when the fluid temperature and/or fluid concentration changes. This can happen at different points in the heat exchanger, depending on the fluid properties and the heat exchanger design. This precipitation process, commonly known as scaling, deposits a hard crystalline layer onto the heat exchanger surfaces.
Some of the known salts that contribute to heat exchanger scaling in the industrial processes are:
Calcium Carbonate (CaCO3), Calcium Sulfate (CaSO4), Sodium Sulphate (Na2SO4), Sodium Chloride (NaCl), Sodium Sulphite (Na2SO3), Silica (SiO2) and many more…
The specific salts that cause scaling depend on the composition of the water, including the concentrations of various ions and temperature.
Factors that contribute to scaling in heat exchangers:
- High mineral content in the fluid: This is the most important factor in determining the likelihood of scaling. Hard water, which contains high levels of ions of the above-mentioned common salts, is particularly susceptible to scaling.
- Temperature: As the temperature of the fluid changes, the solubility of minerals or salts changes. This can lead to the precipitation of minerals from a solution on the heat exchanger surface.
- Flow rate: Low flow rates (and hence low velocity) can contribute to scaling, as they allow the minerals to have more time to settle and precipitate.
- pH: The pH of the fluid can affect the solubility of minerals. Alkaline fluids (high pH) are more likely to scale than acidic fluids (low pH).
The Cost of Neglected Scaling:
The consequences of scaling extend beyond mere efficiency losses. Left unchecked, scale buildup can lead to a cascade of detrimental effects:
- Reduced Efficiency: Scaling acts as a thermal barrier, impeding the transfer of heat between fluids. This results in decreased heat transfer efficiency, leading to higher energy consumption and reduced system performance.
- Increased Pressure Drop: The accumulation of scale deposits disrupts fluid flow, increasing the pressure drop across the heat exchanger. This necessitates higher pumping pressures, leading to increased operating costs and potential damage to the heat exchanger.
- Erosion and Corrosion: The uneven surface of scale deposits can cause erosion and corrosion, further weakening the heat exchanger and reducing its lifespan.
- Complete System Failure: In extreme cases, the accumulation of scale can lead to complete system failure, disrupting operations and causing costly downtime.
Prevention of scaling in heat exchangers:
In industrial evaporators, scaling is more commonly encountered than fouling. As water is heated and evaporated in the evaporator, minerals dissolved in the water become less soluble and form solid deposits on heat exchanger surfaces.
Preventing scaling in evaporators often involves water treatment strategies such as water softening (to reduce the mineral content) and the use of chemical inhibitors that can sequester minerals and prevent their precipitation.
These are some of the known solutions in the market which are not effective all the time:
- Water (Fluid) treatment: Proper water treatment can remove or reduce the concentration of dissolved solids in the fluid, which can significantly reduce the risk of scaling.
- Cleaning and maintenance: Regular cleaning and maintenance can remove existing scale deposits. This can be done using a variety of methods, such as chemical cleaning, mechanical cleaning, or ultrasonic cleaning.
- Design optimization: Heat exchanger design that promotes optimal flow patterns and surface characteristics can minimize the likelihood of scaling.
- Monitoring and control: Continuous monitoring of fluid properties and heat exchanger performance can alert operators to potential scaling issues early on.
Effect of Scaling on the Evaporation Capacity
Scaling has several detrimental effects on the operation and efficiency of an evaporator, particularly impacting its evaporation capacity. Despite the best efforts of engineers and technologists to eliminate heat exchanger scaling, the growth of deposits will still occur, which results in the loss of evaporation and production capacity. This accumulation of scale on heat transfer surfaces significantly hinders the ability of the evaporator to perform its primary function—efficient heat transfer from the heating medium to the process fluid. As the layer of scale thickens, it acts as a thermal insulator, slowing down the rate at which heat is transferred and, consequently, the rate of evaporation. This inefficiency forces the system to consume more energy to maintain the desired evaporation rate, leading to escalated operational costs.
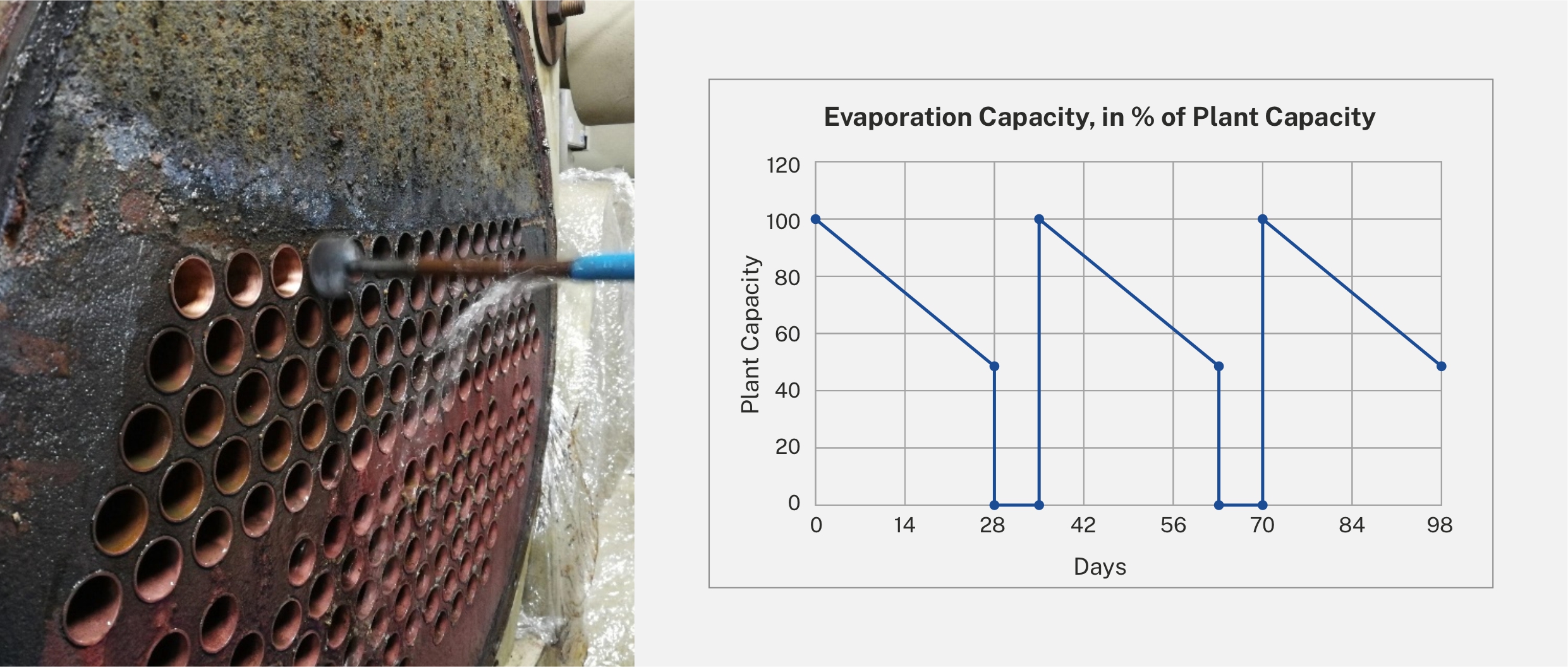
The above graph shows the drop evaporation capacity in % of plant capacity.
Evaporation capacity is a measure of the amount of liquid that an evaporator can evaporate in a given period of time. It is typically expressed in kilograms per hour (kg/h) or liters per hour (L/h). The evaporation capacity of an evaporator is determined by a number of factors, including the heat transfer rate, the surface area of the evaporator, and the characteristics of the liquid being evaporated.
Plant capacity, on the other hand, is the overall production capacity of an entire plant, including all of the evaporators, pumps, heat exchangers, and other equipment involved in the evaporation process. It is typically expressed in tons per day (t/d) or metric tons per hour (t/h). 100 % Production capacity shows the design of the plant.
The relationship between evaporation capacity and plant capacity depends on the specific design and configuration of the plant. In general, the plant capacity is determined by the capacity of the most limiting component, which is often the evaporator. However, in some cases, the plant capacity may be limited by other factors, such as the capacity of pumps or heat exchangers.
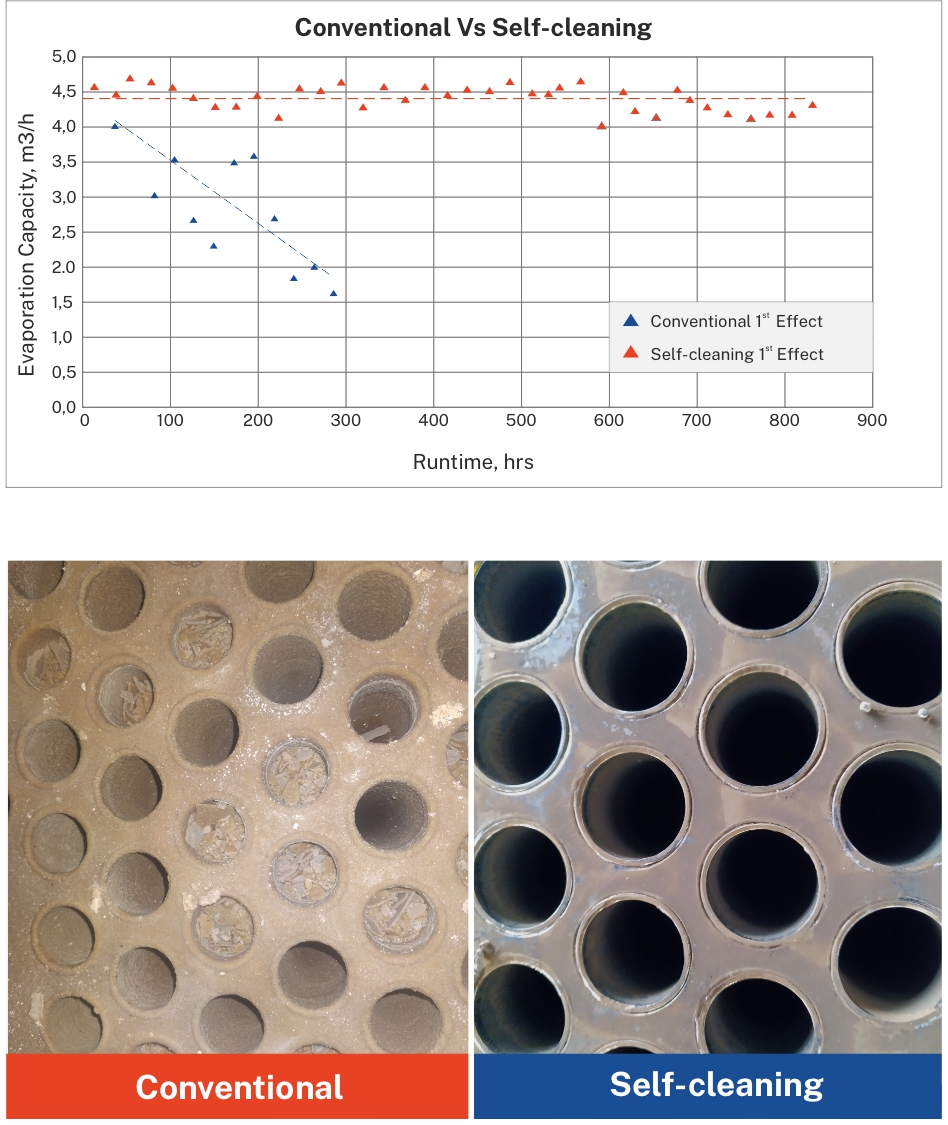
Say NO to Fouling (Scaling) with the KLAREN Self-cleaning Technology for Evaporator Systems
Evaporation processes are crucial across industries, from chemical processing to food and beverage production. However, scaling (and fouling in some cases), and other contaminants can hinder your evaporator’s performance, leading to increased energy consumption, decreased production capacity, downtime, and maintenance costs. As a result, regular cleaning and maintenance are necessary to prevent fouling and ensure the efficient and safe operation of evaporators.
The use of self-cleaning technology in evaporators represents an online and inline approach to managing the challenges of scaling and fouling. By incorporating self-cleaning systems, facilities can significantly reduce energy consumption, minimize downtime, and lower maintenance costs, all while sustaining high levels of operational efficiency and product quality. This technology not only extends the lifespan of the evaporator equipment but also supports a more sustainable and cost-effective production process.
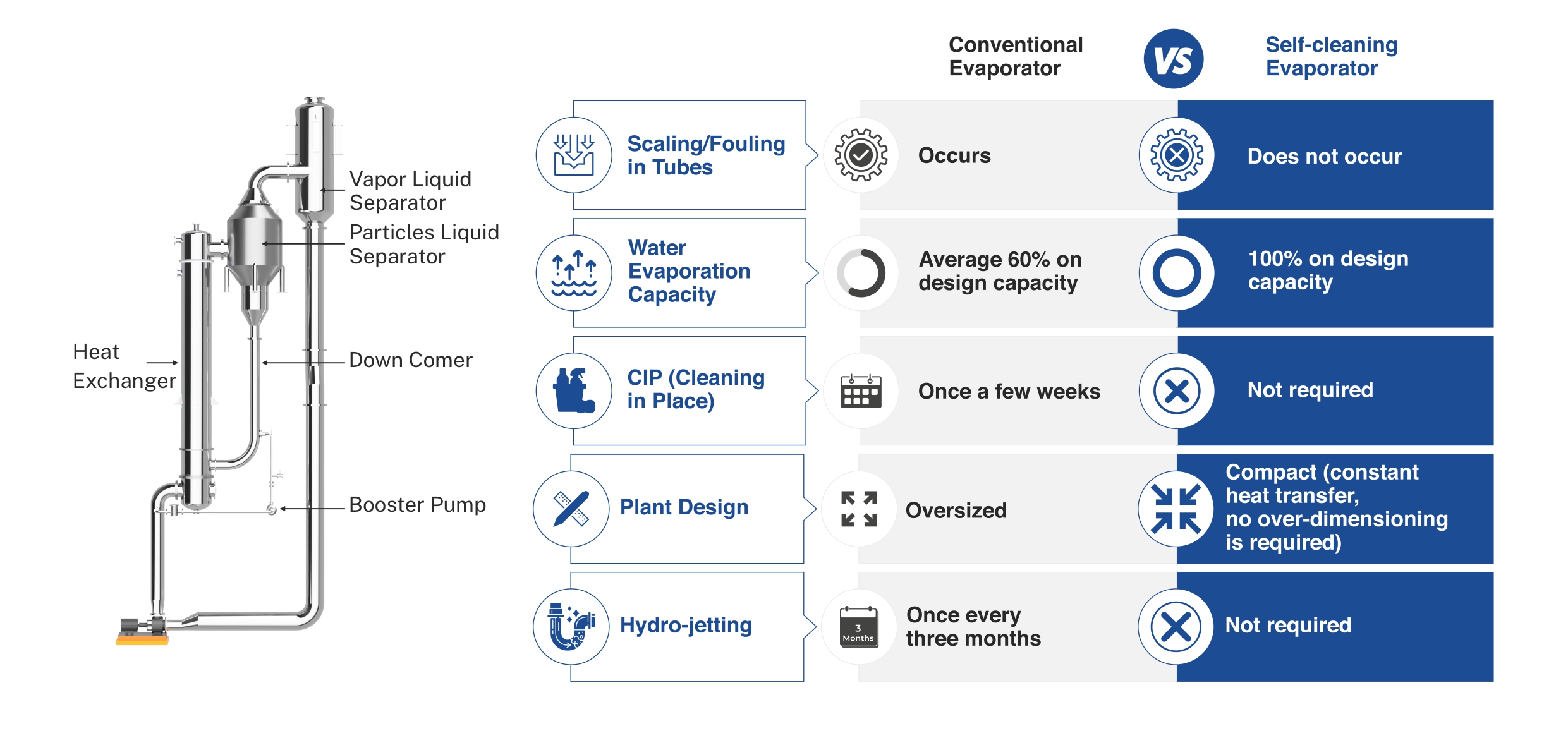
Advantages of the KLAREN Self-cleaning Evaporators
- Enhanced Efficiency: KLAREN Technology optimizes the heat transfer process, ensuring consistently high heat transfer coefficients. This results in constant evaporation rates and reduced energy consumption.
- Continuous Operation: No downtime caused by manual cleaning. Self-cleaning Evaporators can operate continuously without interruptions, maximizing your production throughput.
- Reduced Maintenance Costs: With online and inline continuous cleaning processes, the need for frequent manual cleaning and maintenance is significantly reduced, saving time and operational expenses.
- Longer Equipment Lifespan: Self-cleaning Technology helps prevent the build-up of scale and fouling, which can lead to equipment degradation. This extends the lifespan of your evaporators, providing a higher return on investment.
- Environmentally Friendly: By reducing the use of harsh chemicals and water consumption associated with manual cleaning, Self-cleaning Evaporators promote a more sustainable and eco-friendly approach to evaporation processes.
- Easy Integration: Whether you have an existing MEE or MVR evaporator system or are planning to invest in new equipment, our Self-cleaning Technology can be seamlessly integrated, ensuring a smooth and hassle-free transition.
Advantages over Conventional Evaporator
Apply KLAREN Technology in a new-built or existing evaporator
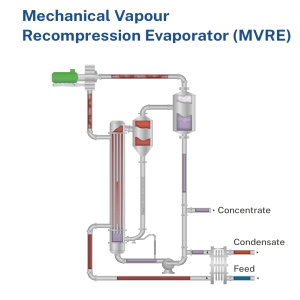
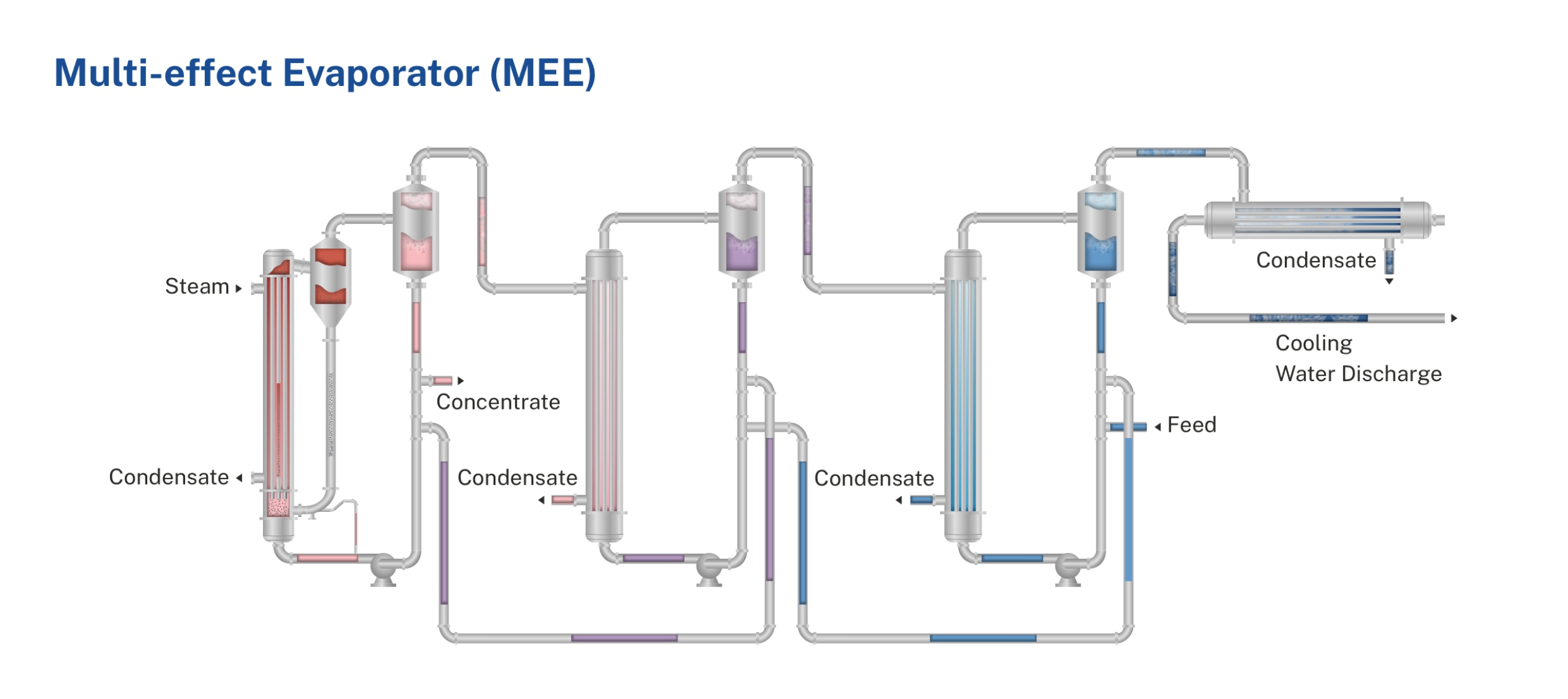
Whether you have an existing Multi-Effect Evaporator (MEE) or Mechanical Vapor Recompression Evaporator (MVRE) System, KLAREN self-cleaning Technology can be efficiently retrofitted, tailored to your specific requirements.
For new installations, Taprogge’s expert team ensures seamless integration, ensuring that your operations benefit from the advantages of Self-Cleaning Evaporators from day one.

Embrace the Future of Evaporation
Upgrade your MEE and MVR evaporator systems with the advanced Self-cleaning Technology and embrace a new era of efficiency, sustainability, and convenience.
Revolutionize your evaporator operations and propel your business to greater heights.
Operational Experiences
- Forced circulation evaporator with 900 m3/h recirculation flow
- 373 tubes of 6m length
- Evaporation capacity total plant was kept at 100%

- 30 ton/day feed, Evaporator
- Concentration of Vinasse up to 40% solids from Shochu plant
- Tube length 6 m
- >20 years of operation; cleaning every 5 years

- 4-stages or 4-effect MEE plant with 2 stages or 2-effects self-cleaning
- 16 m3/h wastewater feed containing both organic and inorganic substances
- Concentration up to 35%
- In operation since 2021
- MEE for Sodium Sulphate Recovery
- Revamp of 1st Effect Forced Circulation Evaporator
- 830 tubes (25.4 mm OD) of 7.5 m length, flow = 850 m3/h
- Total plant output increased with 10-15%
- 1st Effect: no cleaning required
Read about MEE:https://klarenbv.com/multi-effect-evaporators/
Read about MVRE: https://klarenbv.com/mechanical-vapour-recompression-mvr-evaporator/